

























































































































在现代自动化系统中,PLC(可编程控制器)负责“控制逻辑”,而HMI(人机界面)负责“人机交互”。
两者就像工业现场的“大脑”和“面孔”——PLC在后台默默执行控制任务,HMI则让操作人员轻松观察和操作设备。
那它们究竟是如何实现联动控制的?
一、PLC与HMI的角色分工
在自动化系统中,PLC和HMI各司其职,但密不可分:
PLC:负责接收传感器信号、逻辑判断、输出执行命令,是整个系统的核心控制单元。
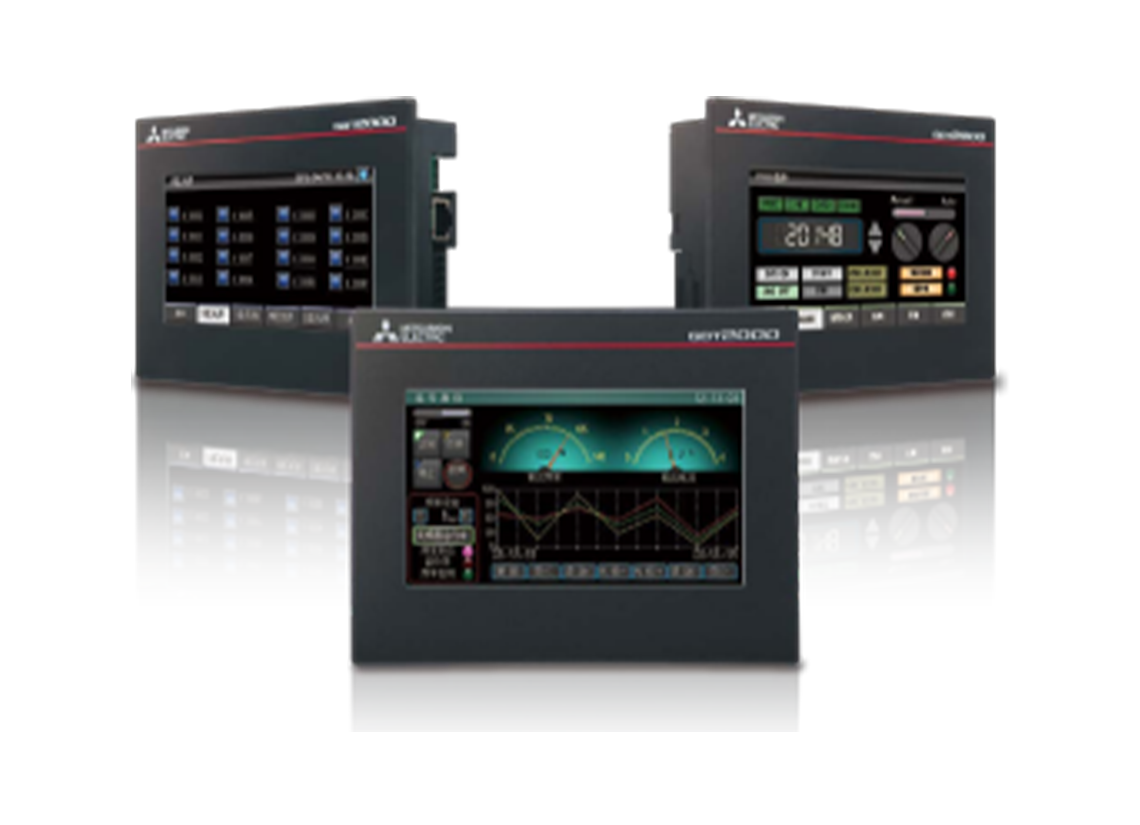
HMI:通过触摸屏、按钮、图形画面与PLC进行数据交互,实现参数显示、指令输入、报警查看等功能。
可以理解为:
PLC做决定,HMI来呈现。
HMI不直接控制设备,它只是PLC的“可视化窗口”。
二、实现联动控制的基本原理
PLC与HMI的通信,本质上是数据交换。
两者通过一条通信线(或网络)连接,使用相同的通讯协议。HMI读取PLC内部寄存器(如数据寄存器、输入输出状态),并能写入指令或参数,实现互动。
举个简单的例子:
HMI画面上有一个“启动”按钮;
当操作员点击后,HMI将“1”写入PLC指定地址;
PLC程序检测到该地址变化,执行电机启动指令;
电机运行信号再通过PLC反馈至HMI,画面上显示“运行中”。
整个过程如同一次对话:
HMI发出请求 → PLC响应执行 → PLC反馈状态 → HMI实时显示。

三、常用的通信方式
PLC与HMI之间的通信方式主要包括以下几种:
1. 串口通信(RS232 / RS485)
这是传统且最常用的连接方式,尤其适用于小型设备。
RS232点对点连接,距离短;
RS485支持多点通信,距离可达上百米,适合多设备联网。
2. 以太网通信(Ethernet)
现代PLC与HMI普遍支持以太网接口。
它速度快、抗干扰能力强、接线简洁,可实现远程监控和数据共享。
适合中大型自动化系统。
3. 工业总线与专用协议
如 Modbus RTU/TCP、Profibus、Profinet、EtherNet/IP 等。
不同品牌PLC和HMI之间往往通过这些标准协议实现兼容通信。
四、PLC与HMI联动控制的实现步骤
1. 确定通信方式与协议
根据设备型号选择通信方式,比如西门子PLC多用Profinet或MPI,三菱PLC多用RS485或以太网Modbus。
2. 设置PLC通信参数
在PLC中配置通信口、波特率、设备地址等参数,同时定义要与HMI交互的寄存器或变量地址(如D区、M区、Y输出等)。
3. 在HMI中建立PLC连接
在HMI软件中选择对应PLC品牌与型号,配置通信口号、协议及波特率,确保参数一致。
4. 画面设计与变量绑定
在HMI的画面编辑界面中,创建按钮、开关、数值显示、报警窗口等对象,并绑定对应的PLC地址变量。
5. 联机测试
将PLC与HMI连接后,下载程序并运行。
点击HMI按钮是否能控制设备动作,状态显示是否实时更新,若通信正常,即实现联动控制。















